
VIP Члены

Спиральная стальная труба диаметром 630
Процесс производства спиральных труб
Подробная информация о продукции
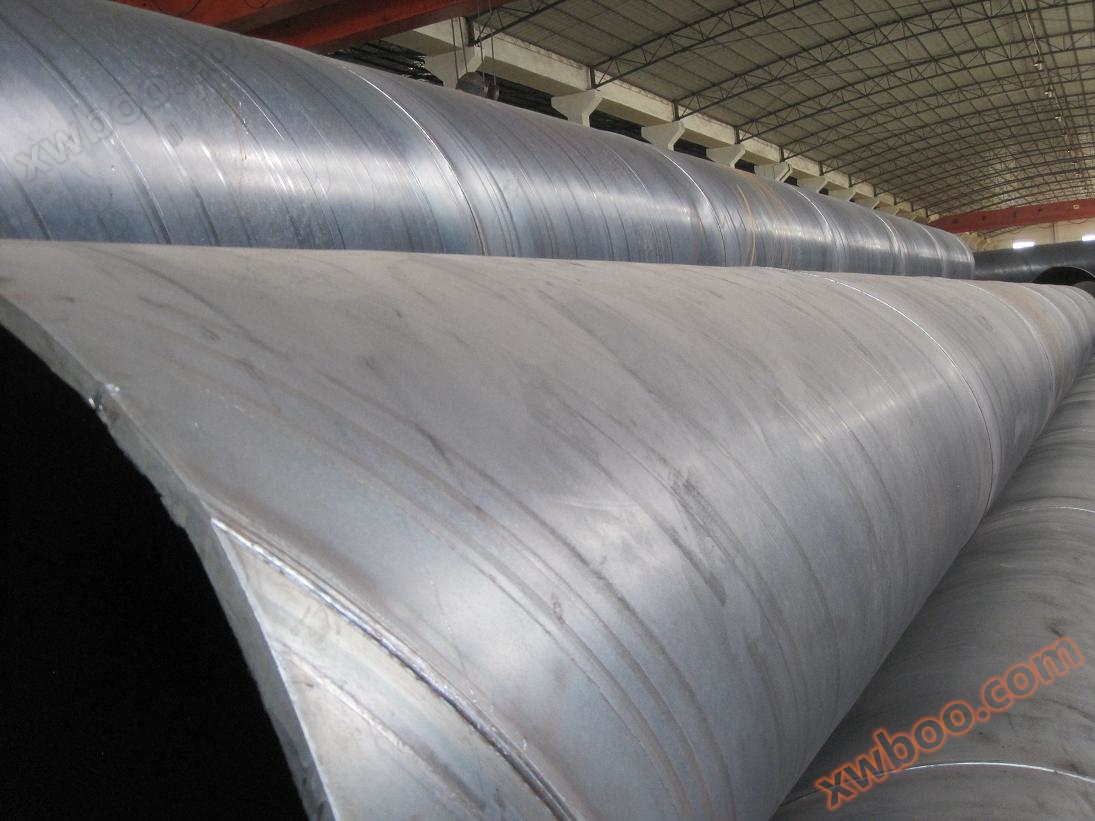
Процесс производства спиральных стальных труб
1.Сырье - это стальной рулон со стальным рулоном, проволока, флюс. Перед вводом в эксплуатацию проходят строгие физические испытания.
2. Стыковка со стальной головкой и хвостом, сварка с использованием однопроволочной или двухпроволочной погребенной дуги, автоматическая сварка с погребенной дугой после свертывания в стальную трубу.
3.Перед формованием ленточная сталь проходит выравнивание, обрезку, обжимку, очистку и транспортировку поверхности и обработку на изгиб.
4. Использование манометра электрического контакта для управления давлением цилиндра с обеих сторон конвейера обеспечивает плавную подачу ленты.
5. Формирование с использованием роликов внешнего или внутреннего управления.
6. Использование устройства управления зазором шва для обеспечения того, чтобы зазор шва соответствовал требованиям сварки, диаметр трубы, количество неправильных краев и зазор шва строго контролируются. 7. Как внутренняя, так и внешняя сварка осуществляется с использованием сварочного аппарата Lincoln в Соединенных Штатах для однопроволочной или двухпроволочной дуговой сварки, что обеспечивает стабильную сварку.
8. Все сварные швы проходят непрерывный ультразвуковой автоматический травматолог в режиме онлайн, обеспечивая 100 - процентное покрытие неразрушающего контроля спиральных швов. Если есть дефекты, автоматическая тревога и распыление маркировки, рабочие - производители в соответствии с этим в любое время корректируют технологические параметры, своевременно устраняют дефекты.

9. Стальная труба разрезается на один корень с помощью воздушно - плазменной режущей машины.
10. После разрезания на одну стальную трубу, каждая партия стальных труб должна быть подвергнута строгой системе первого осмотра, проверить механические свойства сварного шва, химический состав, состояние растворения, качество поверхности стальной трубы и после неразрушающего дефектоскопического испытания, чтобы убедиться, что технология изготовления труб квалифицирована, прежде чем она может быть официально введена в производство.
11. Место сварного шва с непрерывной акустической дефектоскопической меткой, после ручного ультразвукового и рентгеновского обзора и, если дефект действительно имеется, после ремонта вновь проходит неразрушающий контроль до тех пор, пока не будет подтверждено, что дефект устранен.
12. Трубы, в которых расположены стальные стыковые швы и стыковые штуцеры, пересекающиеся со спиральными швами, полностью проверяются рентгеновским телевидением или фотоснимками.
13. Каждая стальная труба подвергается гидростатическим испытаниям, а давление уплотняется радиальным способом. Испытательное давление и время строго контролируются устройством для обнаружения гидравлических микромашин в стальных трубах. Параметры испытаний печатаются автоматически.
14. Механическая обработка конца трубы обеспечивает точное управление вертикальностью торца, углом склона и тупым краем.
Онлайн - запросы
-
Контактные лица
-
Компания
-
Телефон
-
Электронная почта
-
Микросхема
-
Код проверки
-
Содержание сообщения
-